



复合漏粪板模压设备-315吨油压机
咨询热线:18306370978

复合漏粪板模压设备-315吨油压机模压成型(又称压制成型或压缩成型)是先将粉状,粒状或纤维状的塑料放入成型温度下的模具型腔中,然后闭模加压而使其成型并固化的作业。模压成型可兼用于热固性塑料,热塑性塑料和橡胶材料。
模压成型工艺是利用树脂固化反应中各阶段特性来实现制品成型的,即模压料塑化、流动并充满模腔,树脂固化。在模压料充满模腔的流动过程中,不仅树脂流动,增强材料也要随之流动,所以模压成型工艺的成型压力较其他工艺方法高,属于高压成型。因此,它既需要能对压力进行控制的油压机,又需要高强度、高精度、耐高温的金属模具。

315吨复合漏粪板专用油压机
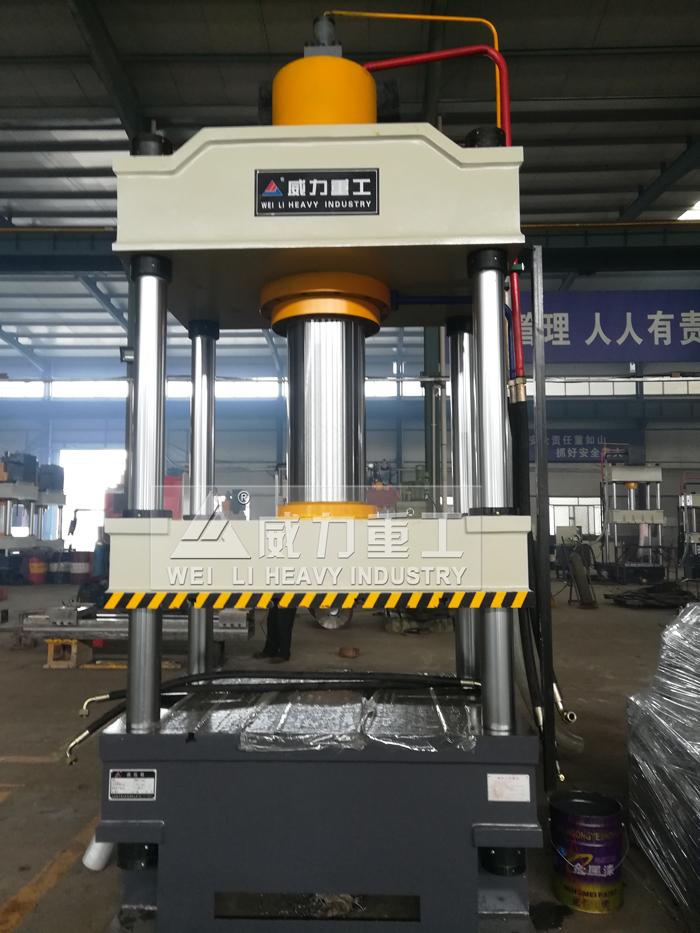
复合漏粪板成型油压机
复合漏粪板模压设备-315吨油压机要用于复合材料、SMC、模塑料的热压成型压制工艺,满足压制工艺的各项要求。设备温度、固化时间、压力、速度均符合SMC/BMC材料的工艺特性;采用PLC控制,操作方便,工作参数可调;本设备可选配配备模内抽芯控制系统,预置模内顶出控制系统,可实现快速下行、分段与压制、分段放气、工作、保压、慢速开模、快速回程、慢速脱模、快速顶出、顶出停留、快速退回等一系列动作且温度能多点控制。
山东威力重工机床有限公司油压机厂家可按客户要求加工定制,如油压机的台面大小、行程长短、开口高低、工作压力、运行速度、自动上下料、自动/半自动等。量身打造优质油压机设备,满足客户生产工艺需求。

315吨油压机加工漏粪板过程
复合漏粪板模压设备-315吨油压机主要由以下部件构成:
① 主机:由机架、主液压缸、推料液压缸、底板液压缸、配套模框及模具、压头等构成。
② 机架部上下横梁,立柱组成。上下横梁全部由铸45#整体钢件制作而成,上下横梁用四根立柱由内外螺母连接,承受工作时的张力。
③ 主液压缸杜绝铸钢件,消除安全隐患。确保设备的使用寿命及使用安全性。 配套模框及模具、压头等经专业设计配合优越加工能力是设备卓越品味的保障。模具及压块机的冲头都配以可快速更换的高强度耐磨钢,型号 SDHDYJ420,冲头的前端装有便于拆卸安装的耐磨冲头压料圈,这样就能延长其使用寿命。相关部件在必要的部位都经过特殊的硬化或锻造。
④ 液压站:由电机,液压泵,泵保护装置,专业控制阀块和连接压块机用的管道系统构成。设计合理,质量稳定。
⑤ 控制台:由电气系统和plc控制系统构成。
⑥ 配备可调整文本显示器,动作顺序及每个动作时间完全采用PLC系统控制,并可由操作工随时调整,方便快捷,简单易懂。
复合漏粪板模压设备-315吨油压机产品特点:
1、本机采用液压传动,高度专业整体阀块,超大流量通径,使系统压力损失少,密封性能好。
2、插装阀、电液比例阀的使用和独特的油路设计使液压系统完美无缺,即使在长期大负荷的情况下工作,系统也不会出现力不从心的现象。
3、系统设计预泄荷装置,大程度消除了液压冲击。
4、先进的快速装置,确保用户的生产需求。
5、电器部分采用进口PLC全自动控制系统,抗干扰能力强、故障率低。
6、机体采用整体钢结构,强度高,稳定性好,不需要安装地脚螺钉。
7、电气部分采用PC控制,抗干扰性强,自动程度高,操作简单。
8、液压站采用整体式专业阀块及大通经装阀,杜绝了油的渗漏,降低了系统的油温,提高了系统的稳定性。
9、机架部分采用整体铸钢件,提高了设备的可靠稳定性和使用的寿命。
10、油缸采用串联式油缸,提高了运动速度和生产效率。
11、根据用户工况另带螺旋自动送料器、链条式自动出料器,降低了工人的劳动强度。
12、可编程的控制器的操作台配合捷龙专业打造,工厂其他的进料和卸料装置或者其他设备项目都可以和软件相连接,根据需要定制。
315吨油压机应用范围:

复合漏粪板模压设备-315吨油压机加工工艺流程:
(1)加料:按照需要往模具内加入规定量的材料,而加料的多少直接影响着制品的密度与尺寸等。加料量多则制品毛边厚,尺寸准确度差,难以脱模,并可能损坏模具;加料量少则制品不紧密,光泽性差,甚至造成缺料而产生废品。
(2)闭模:加料完后即使阳模和阴模相闭合。复合漏粪板模压设备-315吨油压机合模时先用快速,待阴,阳模快接触时改为慢速。先快后慢的操作方法有利于缩短非生产时间,防止模具擦伤,避免模槽中原料因合模过快而被空气带出,甚至使嵌件位移,成型杆遭到破坏。待模具闭合即可增大压力对原料加热加压。
(3)排气:模压热固性塑料时,常有水分和低分子物放出,为了排除这些低分子物、挥发物及模内空气等,在塑料模的模腔内塑料反应进行至适当时间后,可卸压松模排气一很短的时间。排气操作能缩短固化时间和提高制品的物理机械性能,避免制品内部出现分层和气泡;但排气过早、迟早都不行,过早达不到排气目的;过迟则因物料表面已固化气体排不出。
(4)固化:热固性塑料的固化是在模压温度下保持一段时间,使树脂的缩聚反应达到要求的交联程度,使制品具有所要求的物理机械性能为准。固化速率不高的塑料也可在制品能够完整地脱模时固化就暂告结束,然后再用后处理来完成全部固化过程;以提高设备的利用率。模压固化时间通常为保压保温时间,一般30秒至数分钟不等,多数不超过30分钟。过长或过短的固化时间对制品的性能都有影响。
(5)脱模:脱模通常是靠顶出杆来完成的。带有成型杆或者某些嵌件的制品应先用专门工具将成型杆等宁脱,然后进行脱模。
(6)模具吹洗:脱模后,通常用压缩空气吹洗模腔和模具的模面,如果模具上的固着物较紧,还可用铜刀或铜刷清理,甚至需要用抛光剂刷等。
(7)后处理:为了进一步提高制品的质量,热固性塑料制品脱模后也常在较高温度下进行后处理。后处理能使塑料固化更加的完全;同时减少或消除制品的内应力,减少制品中的水分及挥发物等,有利于提高制品的电性能及强度。

复合漏粪板模压步骤1

复合漏粪板模压步骤2
【买家使用安全须知:】
【保养及维护】
1.工作用油推荐采用32号、46号抗磨液压油,使用油温在15~60摄氏度范围内。
2.油液进行严格过滤后才允许加入油箱。
3.工作油液每一年更换一次,其中第一次更换时间不应超过三个月;
4.滑块应经常注润滑油,立柱外表露面应经常保持清洁,每次工作前应先喷注机油。
5.在公称压力500T下集中载荷大允许偏心40mm。偏心过大易使立柱拉伤或出现其它不良现象。
6.每半年校正检查一次压力表;
7.机器较长期停用,应将各加部位表面擦洗干净并涂以防锈油。
【安全操作事项】
1.不了解机器结构性能或操作程序者不应擅自开动机器;
2.机器在工作过程中,不应进行检修和调整模具;
3.当机器发现严重漏油或其它异常(如动作不可靠、噪声大、振动等)时应停车分析原因,设法排除,不得带病投入生产:
4.不得超载或超过大偏心距使用:
5.严禁超过滑块的大行程,模具闭合高度小不得小于600mm。
6.电气设备接地必须牢固可靠:
7.每天工作结束:将滑块放至下位置。
【复合漏粪板模压设备-315吨油压机厂家售后服务】:
自本厂出售产品因质量问题均享受三包政策,(人为操作或外力造成损伤、破坏不在保修范围内)一年免费维修,终身成本维修。电器部分保修期六个月,机械部分保壹年。附件不在保修范围内。

![]()
山东威力重工机床有限公司

微信扫描二维码保存到手机联系人
公司传真:0632-5850026
联系QQ:2335649786
企业邮箱:2335649786@qq.com
公司地址:山东省滕州市经济开发区春藤东路999号




联系威力重工

山东威力重工机床有限公司
公司电话:18306370978
公司传真:0632-5850026
企业邮箱:2335649786@qq.com
公司地址:山东省滕州市经济开发区春藤东路999号
威信扫描二维码保存到手机联系人